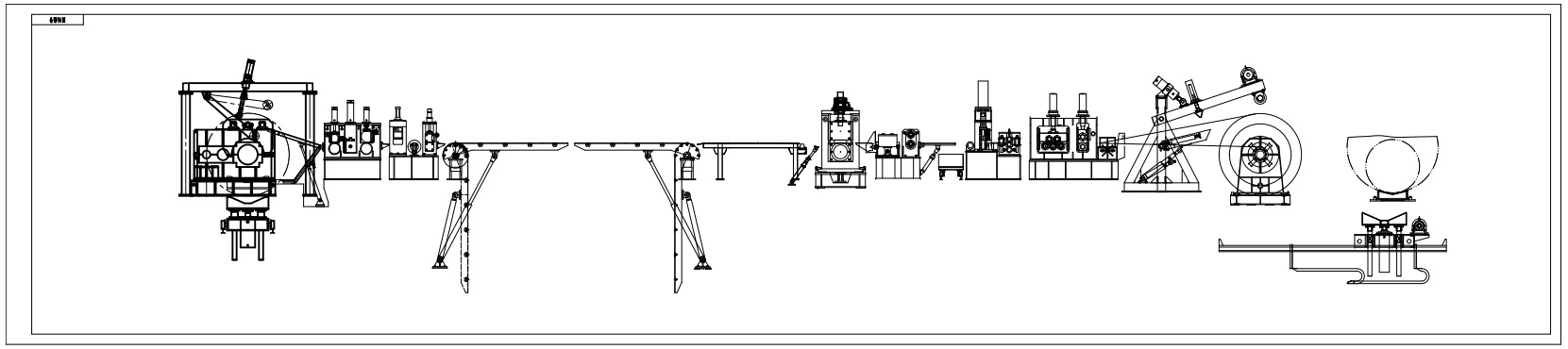
Slitting line is used to uncoil and level the the coil plate, slit the steel plate by rotaryshearing unit, then recoil the plate by recoiler, at last pack the coil.
Shear speed: 0-60m/min
Number of cuts: 3-7
Equipment use
It is mainly used to cut the steel strip coil and provide raw materials for pipe steel strip production line. The slitting unit mainly has the following four characteristics:
1) PLC control, hydraulic shear, hydraulic system to achieve partial automatic control. The whole unit is simple to operate, easy to maintain, accurate tension adjustment, and quick replacement of disc scissors.
2) The unit can be active constant tension shear, the size of the tension can be adjusted from the operating table according to the plate thickness and material. The unit is required to adapt to a wide range of slitting thickness. Active cutting and passive tension cutting can also be performed on some thin-walled tape rolls, all of which are cut at constant speed. The quality precision of cutting is high, the quality of slitting is good, and the range of adaptation is wide.
3) Do not bruise and scratch the surface of the strip.
4) Optimization of mechanical production process, short auxiliary production time and high productivity.
Free design drawings, can undertake turnkey projects

Uncoiler

Pinch leveling

Hydraulic shear

Disk shear

Transition platform

Recoiling machine
 24-hour hotline
24-hour hotline














 Home
Home Tel
Tel Product
Product